AWS D1.1:2025 is the American Welding Society standard specification for structural steel welding, establishing critical quality requirements for construction of buildings, bridges, towers, and other structural steel components. The USACE (United States Army Corps of Engineers) and NAVFAC (Naval Facilities Engineering Command) strictly enforce AWS D1.1 compliance for all military construction projects, with additional requirements for mission-critical applications including military bases, weapons storage facilities, and strategic infrastructure. This standard represents the most comprehensive and stringent welding requirements in North America, requiring extensive documentation, inspection, and testing throughout the welding process.
Overview of AWS D1.1:2025 Standard
AWS D1.1:2025 provides comprehensive requirements for welding structural steel in buildings, bridges, and related structures. The standard covers design considerations, material requirements, fabrication procedures, inspection methods, and acceptance criteria for welded joints. It establishes qualifications for welding personnel, procedures, and processes. The 2025 edition incorporates technological advances in welding equipment, processes, and materials, reflecting changes in industry practice over the past decade. USACE projects demand strict adherence to AWS D1.1 as the baseline requirement, with many contracts specifying supplemental requirements that exceed standard provisions. The standard applies to carbon steels, low-alloy steels, and high-strength low-alloy steels used in structural applications.
- Establishes complete qualification requirements for welders and procedures
- Defines acceptance criteria for welds in various structural applications
- Specifies inspection and testing frequencies and methods
- Requires pre-production testing and documentation
- Mandates third-party inspection for critical military applications
Welder Qualification Requirements
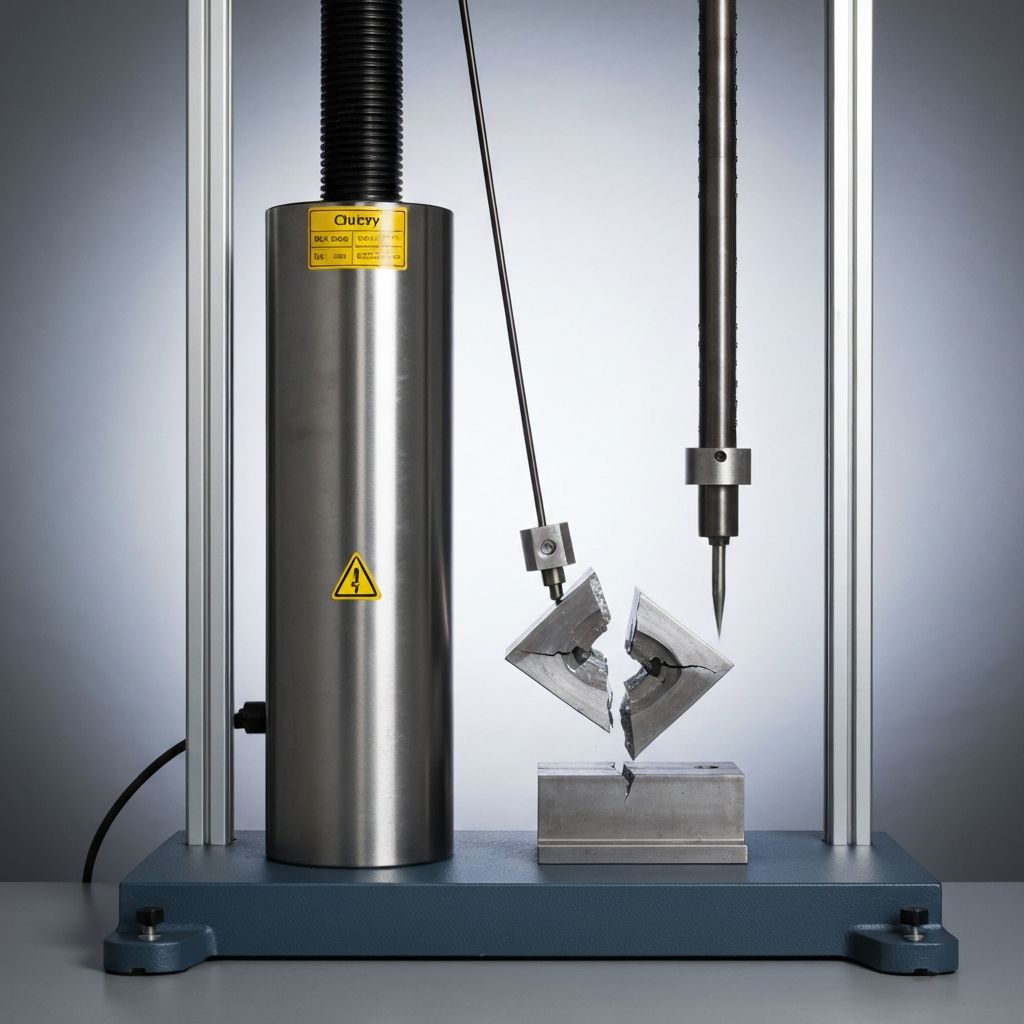
AWS D1.1:2025 requires all welders performing structural steel work to be qualified through testing. Welders must successfully complete qualification tests demonstrating ability to produce acceptable welds for the specific position, process, and material thickness they will use on the project. Qualification tests include root, fill, and cap passes with visual inspection and mechanical testing (tensile and bend tests). USACE requirements extend these baseline requirements by mandating annual re-qualification testing and documented training records. For military facilities, welders must maintain Active Structural Welding Certification (ASWC) and complete background clearances. Qualification coupons must be inspected by an independent AWS Certified Welding Inspector (CWI). All welders must provide radiographic or ultrasonic test results demonstrating weld quality. USACE projects often require open-book qualification tests conducted by an independent third party.
- All welders must pass AWS D1.1 qualification test for their position/process
- Tests include visual, tensile strength, and bend testing requirements
- Qualifications valid for up to 12 months from test date
- USACE mandates annual re-qualification and documented training
- Third-party independent inspection required on military projects
- CWI certification verification required before work commencement
Welding Procedure Specification (WPS) Requirements
A Welding Procedure Specification (WPS) is a written document detailing the specific parameters for producing acceptable welds. AWS D1.1:2025 mandates that a pre-qualified WPS or a WPS supported by testing must be established for each combination of base metal, thickness, joint configuration, and welding process. The WPS must specify all essential variables including shielding gas type, electrode classification, preheat temperature, interpass temperature, travel speed, amperage, and voltage ranges. USACE requirements demand that all WPS documents include material certs, preheat verification procedures, and step-by-step welding instructions with photographs. Procedure Qualification Records (PQRs) supporting the WPS must be maintained and provided for inspection. On military projects, each WPS requires approval by the Government's Resident Construction Representative (RCR) before any production welding begins. Changes to welding procedures require written authorization and are documented in project records.
- Comprehensive WPS required for each material/thickness/joint combination
- Must specify all essential and non-essential variables
- Supported by Procedure Qualification Records (PQR) with test results
- USACE approval required before production welding initiation
- Procedures must include preheat, interpass temperature verification
- Written authorization required for any procedure modifications
Inspection and Testing Methods
AWS D1.1:2025 specifies comprehensive inspection and testing requirements throughout the welding process. Visual inspection by a qualified inspector occurs at multiple stages: before welding (base material verification), during welding (proper bead profile, absence of defects), and after welding (final acceptance inspection). Non-destructive testing (NDT) includes ultrasonic testing (UT), radiographic testing (RT), magnetic particle testing (MT), and dye penetrant testing (PT). USACE military construction projects typically require 100% radiographic or ultrasonic testing of critical welds, with secondary magnetic particle testing on weld surfaces. The extent of testing is defined by the project's Criticality Level: Level 1 (minor structural components) allows visual inspection only, Level 2 requires spot NDT, and Level 3 (mission-critical applications) requires 100% volumetric testing. All NDT personnel must be certified to ASNT Level II or III. Defects exceeding specified acceptance criteria must be repaired, re-inspected, and re-tested.
- Visual inspection at pre-weld, during-weld, and post-weld stages
- Non-destructive testing: UT, RT, MT, PT as specified
- USACE Level 3 applications require 100% radiographic or ultrasonic testing
- All NDT personnel must be ASNT Level II or III certified
- Defects must be repaired and re-tested before acceptance
- Complete documentation and test reports required for all inspections
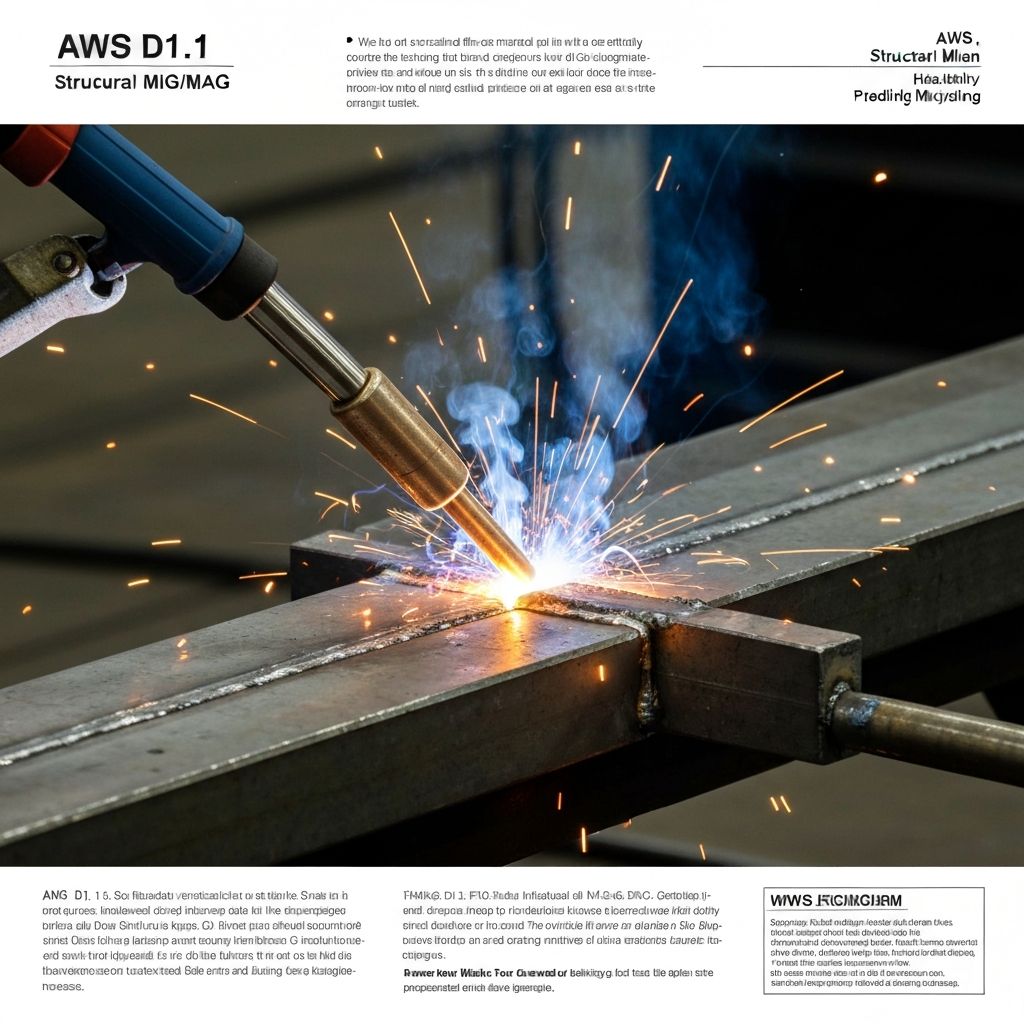
MIG/MAG Welding Process Control for AWS D1.1
Metal Inert Gas (MIG) and Metal Active Gas (MAG) welding are widely used structural welding processes controlled under AWS D1.1. The MIG process uses an inert shielding gas (argon or helium) while MAG adds small amounts of active gases (CO2) for improved penetration. Both processes require rigorous parameter control including electrode classification (ER70S series), shielding gas composition and flow rate, wire feed speed, amperage, and voltage. AWS D1.1 specifies minimum preheat temperatures based on base metal thickness and carbon equivalent values, typically ranging from room temperature to 250°F for high-strength steels. Interpass temperature cannot exceed 350°F to prevent hydrogen-assisted cracking in low-alloy materials. USACE projects mandate continuous monitoring of these parameters with digital displays recording real-time welding data. Shielding gas must be verified for purity and flow rate before each shift, documented on daily checklist. All gas cylinders must be properly labeled and color-coded per AWS standards.
Magnetic Particle Testing (MT) for Surface and Near-Surface Defects
Magnetic Particle Testing is a critical non-destructive testing method for detecting surface and near-surface discontinuities in ferromagnetic steel welds. The process magnetizes the weld area and applies ferromagnetic particles that cluster at defect locations, revealing linear indications of cracks, lack of fusion, and other flaws. AWS D1.1 specifies MT procedures for visual detection of defects 1/16 inch and larger. USACE military construction requires MT inspection on all accessible weld surfaces as a secondary verification method after radiographic or ultrasonic testing. MT can be performed using wet method (particles suspended in liquid) or dry method (particles applied dry), with wet method providing superior sensitivity. Qualified MT technicians (ASNT Level II minimum) must evaluate results against acceptance criteria. Defects detected by MT require excavation to determine if they extend into the weld volume. USACE projects maintain strict documentation of MT results, including photographs of indications and acceptance decisions.
Conclusion
Structural welding quality assurance is paramount for military and critical infrastructure projects. Our engineering consulting firm provides comprehensive support in AWS D1.1 compliance, USACE requirement interpretation, and third-party quality assurance. Contact us regarding your structural welding program management, inspection coordination, and regulatory compliance verification.
Related Testing Services
- Magnetic Particle Testing
- Radiographic Testing
- Ultrasonic Testing
- Welder Qualification Testing
Applicable Standards
Professional Engineering Support
This testing and verification work is part of comprehensive construction management and quality assurance services provided by our architectural and engineering consulting team. We support project management, quality control, and commissioning across military, nuclear, infrastructure, and commercial sectors.
Request Engineering Services